삼본롤 밀(THREE ROLL MILL)
특징
Roller의 재질은 Chilled 또는 합금강으로 마모에 강함.
Cear는 정밀 헬리컬기어로 오일순환식으로 소음 및 진동이 적음 (충격흡수식)
Roll회전 비율은 1:3:9 Ehsms 1:4:12로 Mill효과가 좋다.
제품의 특성에 따라 냉각 및 스팀(Roll 내부에)가능 (경우에 따라서 열매체 Oil순환식도 가능)
기계부품의 균일성 및 정밀가공으로 흔들림이나 진동이 적다.
피나온 전달방식의 특수장치로 소음이 없다.
재생연마 수리시에 기계 분해조립이 간단하다.
주문에 의해 R.P.M 조정 (0~300) 가능
작업중 R.P.M 을 변경할 수 있는 타입
※ 주문에 의한 안전장치 부착가능 (브레이크모터)
용도
페인트, 인쇄잉크, 화장품, 약품, 식품, 우레탄, 에폭시, 기타액상제품

MODEL : D.T.M-16”
사양
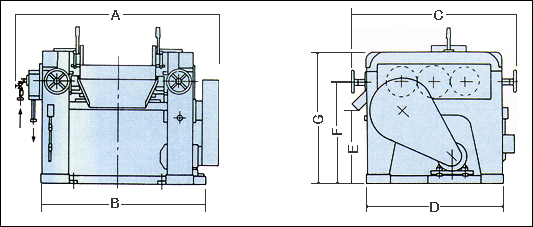
| MODEL | A | B | C | D | E | F | G |
| D.T.M-16" | 1980 | 1760 | 1860 | 1560 | 700 | 930 | 1330 |
| D.T.M-14" | 1720 | 1630 | 1630 | 1440 | 660 | 830 | 1180 |
| D.T.M-12" | 1486 | 1430 | 1430 | 1330 | 600 | 780 | 1020 |
| MODEL | ROLLER규격 | MOTER | 회전수 | 규격(m/m) |
| D” X L” | R.P.M | 가로(L) x 세로(W) x 높이(H) | ||
| D.T.M-16” | 16” x 41” | 25 | 180~230 | 1980 x 1860 x 1330 |
| D.T.M-14” | 14” x 32” | 15 | 180~230 | 1720 x 1630 x 1180 |
| D.T.M-12” | 12” x 28” | 10 | 180~250 | 1486 x 1430 x 1020 |
| D.T.M-9” | 9” x 20” | 5 | 180~250 | 1130 x 1080 x 960 |
| D.T.M-6½” | 6½” x 18” | 3 | 180~280 | 990 x 850 x 860 |
| D.T.M-5½” | 5½” x 14” | 2 | 180~280 | 848 x 838 x 1050 |
| D.T.M-4½” | 4½” x 12” | 2 | 180~280 | 620 x 580 x 700 |
01
Roll의 구동
단상의 MOTOR는 항상 Three Roll-Mill로 혼합(Mixing)과 깡통조립(canning) 즉 포장동작에 사용하고자 할때
극교환(Pole-Changing)식 MOTOR를 사용할 수도 있다.
요구 목적 범위에 따라 회전속도(R.P.M)를 다르게 하고자 할 때 속도변화는 STEPLESS VARIATAR(STEP 단이없는 변환기)를 사용하여 효과를 얻을 수 있다. (임버터 콘트롤식)
요구 목적 범위에 따라 회전속도(R.P.M)를 다르게 하고자 할 때 속도변화는 STEPLESS VARIATAR(STEP 단이없는 변환기)를 사용하여 효과를 얻을 수 있다. (임버터 콘트롤식)
02
예비혼합
(PRE-MIXING)
(PRE-MIXING)
소재 재료의 예비혼합은 중요한 과정이다. 이러한 예비혼합은 살포(흐트러트리는 것)와 습윤 과정전에 필요하다.
니다(Kneader)또는 Butterly Mixer 또는 교반기(Dissolver)는 예비혼합 기계로써 사용될 수 있다. 이러한 기계중에 Dissolver는 낮은 점도를 갖는 소재의 혼합에 사용되고 있고 나머지기계는 중간이나 높은 점도를 갖는 소재의 예비혼합에 사용될 수 있는 적당한 기계이다. 소재가 적당히 예비혼합이 되지않은 때는 RollMill에 의하여 혼합하는데 많은 시간이 소요되고 혼합된 재료의 품질이 저하된다.

니다(Kneader)또는 Butterly Mixer 또는 교반기(Dissolver)는 예비혼합 기계로써 사용될 수 있다. 이러한 기계중에 Dissolver는 낮은 점도를 갖는 소재의 혼합에 사용되고 있고 나머지기계는 중간이나 높은 점도를 갖는 소재의 예비혼합에 사용될 수 있는 적당한 기계이다. 소재가 적당히 예비혼합이 되지않은 때는 RollMill에 의하여 혼합하는데 많은 시간이 소요되고 혼합된 재료의 품질이 저하된다.
03
Three Roll-Mill의
작동(혼합과정에
대하여)
작동(혼합과정에
대하여)
Three Roll-Mill내에 예비혼합된 재료를 바꿀 경우에 한번에 많은 양을 넣지 말것 .
그러나 Roll-Mill의 혼합상황의 효과적인 이용이 되도록 우선적은 양을 넣는다. 다시 말하면 후단 Roll이 중간에 Roll로 부터 자체 공간내에서 충분히 열러 있으므로 Three Roll-Mill안 에 예비혼합 재료의 적은 양을 넣는다. 이것은 나중에 넣게되는 재료를 더 잘 살포되고 혼합되게 하기 위하여 부적당한 예비혼합된 재료를 쓸수 있게 하기 위한 것이다.


그러나 Roll-Mill의 혼합상황의 효과적인 이용이 되도록 우선적은 양을 넣는다. 다시 말하면 후단 Roll이 중간에 Roll로 부터 자체 공간내에서 충분히 열러 있으므로 Three Roll-Mill안 에 예비혼합 재료의 적은 양을 넣는다. 이것은 나중에 넣게되는 재료를 더 잘 살포되고 혼합되게 하기 위하여 부적당한 예비혼합된 재료를 쓸수 있게 하기 위한 것이다.
MODEL : D.T.M-9"
MODEL : D.T.M-4½"
04
Three Roll-Mill의 작동에 필요한
예비조치
예비조치
Three Roll-Mill에 의하여 소재를 혼합하는 경우에 낮은 점도 보다는 오히려 높은 점도에 가깝게 두꺼운 재료를 혼합하는게 바람직하다. 그리고 혼합과정을 완료한후에 건조제나 솔벤트 또는 염색 첨가제를 소량 추가 할것을 권한다.
여러가지 다른 종류의 안료를 함께 혼합할때 각 종류의 안료가 분리되어 혼합되거나 함께 혼합된다면 안료의 각 조각들 사이에 습윤 또는 밀착을 종종 개량 시킬 수 있다.
얼마간의 휘발성 재료를 그안에 포함하는 운반체의 경우 휘발성 물질은 혼합과정동안 증발되어 균일한 살포를 하기가 어렵고 혼합된 재료의 정도가 상당히 변하게 된다. 이러한 경우에 가능하면 혼합과정이 완료된 후에 휘발성 물질을 추가할 것을 권한다.